



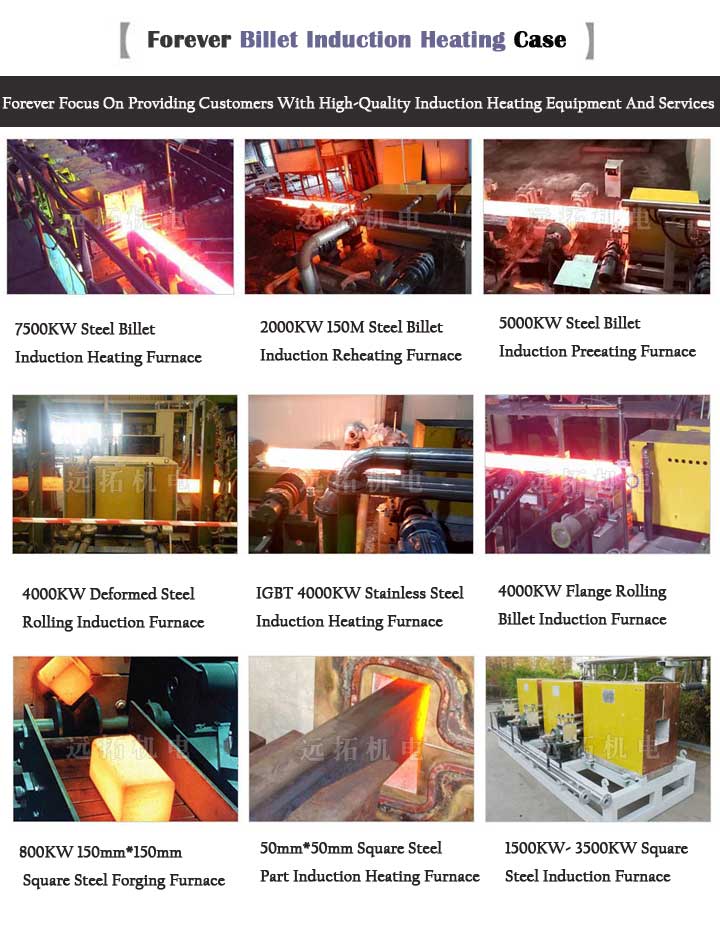
The automatic feeding billet induction heating machine is produced by Yuantuo Electromechanical Co., Ltd. This production line mainly consists of a medium frequency power supply, heating sensors, automatic feeding devices, fast discharge devices for pressure rollers, infrared temperature measurement devices, and a central control console. By matching different sensors, the steel can be heated, and the heating temperature and radial and axial temperature differences meet the process requirements. It can also achieve insulation and automatic recording of the temperature of each steel failure.
The control system adopts a human-machine interface with highly user-friendly operation instructions. It provides a remote operation console with a touch screen industrial computer system, and fully digital and deep adjustable parameters to make your control equipment more convenient. One click restore, multiple language switching.
Design of an Electric induction billet heater for forging failure:
1. Heating capacity: The entire billet is heated to 1100C;
2. Temperature uniformity ability: After using induction heating equipment, ensure that the temperature uniformity of steel damage is better than the natural state before heating
3. Intermediate frequency power supply

4. Billet heating system for forging :
a》 According to the quantity of power supply settings, it is determined to use four induction furnaces with “two in use and two as backup”,
Two units form a set, powered by an intermediate frequency power supply;
b) Each set of two is placed between three pinch rolls, with a spacing of 2.6 meters. Two sets of pinch rolls need to be set in the direction of inlet facing back, with a lifting spacing of 1.6 meters and a diameter of approximately 200 meters. The effective length of the sensor is about 1 meter, and the total length of the sensor is 1.2 meters;
c) The internal space of the induction heating furnace is 150X150 square meters of steel, and the inside of the inductor is also a square hole with a size of 280X 280. The thickness of the refractory material is 20m, and the clear space between the steel and the refractory material is 45mm;
d) A oxide skin flushing ditch should be designed along the centerline of the heating furnace roller table, with a depth greater than the cable ditch, and a unidirectional slope should be placed. At the bottom of the slope, the roller table should be turned and led out, entering the oxide skin settling pit, and regularly salvaged
5. The speed of steel in the medium speed transmission zone must meet the safety distance of 10 meters from medium speed to slow speed. Ensure that the speed of the steel has dropped to a slow and uniform state while entering the induction furnace.
6. Two point temperature measurement of the induction billet heating system is adopted: a thermometer is installed at a distance of 7 meters from the entrance in the uniform velocity section to detect the temperature of the steel, to determine the temperature distribution and select a suitable intermediate frequency voltage. A travel switch is installed at a distance of 1 meter from the entrance in the uniform velocity section to activate the intermediate frequency power supply for boosting and heating. A thermometer is installed 1 meter away from the outlet to display the temperature after heating.
7. Temperature control mode:
Using a simple segmented selection mode, the temperature of the steel is segmented in steps of 50C starting from 700C, and each segment corresponds to different intermediate frequency voltages (set the corresponding intermediate frequency voltages for each segment through on-site testing);




Overseas manager: Tom Wang
Email:tom@foreverfurnace.com
Phone: 0086-13303078975(whatsapp, wechat,line)
Specialist of induction heat treatment furnace in China; Glad to be your business partner in induction heating field.
Post time: 09-11-2023